 威力重工—沖床、液壓沖床生產(chǎn)廠家
威力重工—沖床、液壓沖床生產(chǎn)廠家

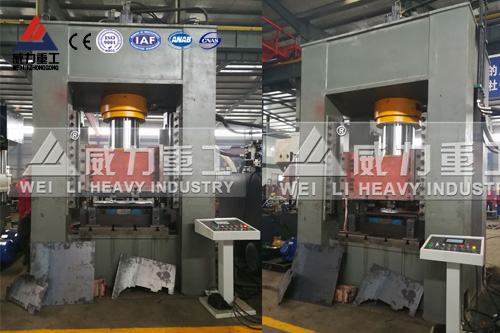
汽車輪轂沖孔用100噸液壓沖床
液壓沖床是沖床領(lǐng)域的重要組成,是一種使用液壓傳動方式的沖床類型;液壓沖床區(qū)別于機械沖和氣動沖等,液壓沖使用液壓傳動的方式使其可以在全行程使用和保持額定壓力,這種特點使其在對金屬拉伸變形領(lǐng)域具有顯著優(yōu)勢;常用于板材沖孔壓型、金屬拉伸整形等領(lǐng)域;液壓沖床噸位范圍為25噸---400噸之間的各種型號,100噸液壓沖床是其中較為常用的一款中小型設備,應用范圍及其廣泛。文中是山東威力重工為客戶設計定做的一款開式C型100噸液壓沖床,專門用于汽車輪轂的沖孔生產(chǎn)工藝,具有噪音低,速度快等優(yōu)點。

汽車輪轂沖孔用100噸液壓沖床的優(yōu)勢:
1、汽車輪轂沖孔用100噸液壓沖床沒有飛輪與曲柄,在加工時轟動小,噪聲低,很大的改進了員工的工作環(huán)境。
2、整機選用規(guī)范沖床的C形結(jié)構(gòu),通用的鎖模柄沖壓滑塊,規(guī)范的工作臺
3、液壓系統(tǒng)中選用了安全閥與減壓閥元件,一旦沖壓發(fā)作超負荷時,能供給瞬間減壓及停機維護,防止機床,模具損壞,并且復機簡易,快速。
4、機械式?jīng)_床的沖壓力是從小到大,無法在全沖程的任何一個位置上都有足夠的沖壓力,汽車輪轂沖孔用100噸液壓沖床克服了這一缺陷,可以到達恒動力。
5、汽車輪轂沖孔用100噸液壓沖床的沖頭而言,它具有軟沖的功能,即提高勞作的效率,又改進了沖壓件的質(zhì)量。
6、配伺服數(shù)控系統(tǒng)高效快速、節(jié)能省電,方便維修保養(yǎng),故障率更低。

汽車輪轂沖孔加工
汽車輪轂沖孔用100噸液壓沖床的一個工作循環(huán)中的動作順序:①主油缸快速下行。②主缸慢速下行。③保壓、泄壓。⑤主缸快速上行,退料缸頂出。⑥主缸返回到位停,退料缸停。 山東威力重工設計制造的100噸液壓沖床可根據(jù)需求配伺服控制系統(tǒng),人性化程度高、全程自動化、智能化且功能強大。

汽車輪轂沖孔用100噸液壓沖床為C型結(jié)構(gòu)的沖床設備,該設備在執(zhí)行落料、沖孔等工藝時平穩(wěn)無振動,操作簡便,不容易造成工傷事故,動力系統(tǒng)設有溢流維護設備,有用維護機身配件及模具,很大的提高了設備的穩(wěn)定性。汽車輪轂沖孔用100噸液壓沖床的壓力、行程、速度可在一定范圍內(nèi)調(diào)節(jié),數(shù)控自動化程度高,相比較傳統(tǒng)機械沖床,能夠完成一些金屬淺拉伸成型工藝,是機械沖床不能完成的工藝。

100噸液壓沖床
相關(guān)資訊



產(chǎn)品中心
- 80噸液壓沖床YWH21-80噸開式C型油壓沖床
- 200噸液壓沖床-伺服200T油壓沖床壓力機
- 伺服125噸液壓沖床YWH21-125T油壓沖床壓力機
- 100噸液壓沖床YWH21-滕州100噸油壓沖床壓力機
- 200噸機械沖床-200T鋼板固定臺深喉沖床(1500mm)
- 100噸液壓沖床紅沖農(nóng)機刀片YWH21-100噸油壓沖床
- JB21S-100噸沖床_100噸深喉沖床(深喉800mm1250mm)
- 200噸沖床廠家_200噸鋼板固定臺深喉沖床喉深125
- JH21-250噸氣動沖床_250TC型開式氣動沖床壓力機
- 200噸開式深喉口壓力機_J21S-200T深喉沖床(1250mm喉深
